
Tous les acteurs mettent en avant la mise en place de moyens de protection collective au plus près de la source d’émission des fumées de soudage, en complément des équipements de protection individuelle (EPI) des soudeurs. Il s’agit de pouvoir respecter des VLEP de plus en plus strictes et de protéger toutes les personnes travaillant dans un atelier.
Les soudeurs sont l’une des catégories de salariés particulièrement exposés à des produits dangereux pour la santé, voire même à des produits cancérogènes. Selon l’enquête Sumer 2017 réalisée par la Dares (Direction de l’animation de la recherche, des études et des statistiques), les fumées de soudage sont le deuxième produit chimique cancérogène – parmi les 94 produits chimiques auxquels peuvent être exposés les salariés français, 28 sont classés cancérogènes avérés ou probables par le Centre international de recherche sur le cancer (CIRC) et/ou par l’Union européenne – , après les gaz d’échappement diesel mais devant les huiles minérales entières, les poussières de bois et la silice cristalline.
Mais il est bien loin le temps où les opérateurs n’utilisaient qu’un heaume et une paire de gants pour se protéger. « On travaille sur les fumées de soudage depuis des décennies et, aujourd’hui, les soudeurs français sont très bien protégés. Ils ont à leur disposition un ensemble d’équipements assurant leur sécurité, mais aussi celle des autres personnes travaillant à proximité, lors des opérations de soudage », constate Fabrice Scandella, Fellow Matériaux / procédés à l’Institut de Soudure chez Institut de Soudure.
Ce que confirme Juliane Osmont, responsable export chez Engmar : « En France, les Carsat [Caisses d’assurance retraite et de la santé au travail, NDR] font vraiment un très bon travail de prévention. Les entreprises ont ainsi une bonne connaissance de la protection vis-à-vis des fumées de soudage : les responsables d’entreprise et de production sont conscients du danger, et les soudeurs savent qu’ils doivent se protéger. C’est essentiel si l’on veut convaincre les gens de se protéger, et ce n’est pas forcément le cas dans d’autres pays. »
À côté du travail des Carsat, la réglementation représente un autre axe principal contribuant à l’amélioration de la protection vis-à-vis des fumées de soudage. Au fur et à mesure de l’avancement des connaissances de la communauté et des retours d’expérience des entreprises, la réglementation ne cesse d’évoluer. « La tendance est à la réduction progressive de toutes les VLEP [valeurs limites d’exposition professionnelles, NDR]. En 2012, par exemple, la VLEP pour le chrome VI a été divisée par 50, passant de 0,5 à 0,01 mg/m3. En 2019, c’est la VLEP 8 h pour le manganèse, qui est passée de 1 à 0,05 mg/m3 (soit une division par 20) », rappelle Alex Gutschmidt, chargé d’affaires R&D – Plate-forme Arc chez Institut de Soudure.
Des VLEP toujours plus basses
Pour le chrome VI, ou hexavalent, cette baisse drastique des VLEP s’explique notamment par la fait que l’ensemble de ses composés sont désormais classés par le CICR comme cancérogène pour l’être human (catégorie 1). En 2021, la VLEP pour les poussières alvéolaires est passée de 5 à 3,5 mg/m3, ce qui représente une baisse de l’ordre de 30 %. « On part du principe qu’un soudeur exposé toute sa vie professionnelle à des fumées de soudage, dont les valeurs sont inférieures aux VLEP sur 8 heures (VLEP-8h), ne tombera pas malade », rappelle Juliane Osmont (Engmar).
« Et la réglementation va continuer à évoluer dans les années à venir. En 2023, la valeur limite d’exposition professionnelle pour les poussières est descendue à seulement 0,9 mg/m3, soit une division par un facteur trois supplémentaire. Si la VLEP pour le nickel est aujourd’hui de 1 mg/m3, elle passe à 0,1 mg/m3 cette année et devrait même atteindre 0,01 mg/m3 en 2025, soit une division par un facteur 100 », affirme Alex Gutschmidt.
À noter que toutes ces valeurs ne sont pas forcément valables dans tous les autres pays. « La France fait aujourd’hui partie des pays européens et mondiaux qui ont les VLEP les plus basses », constate Juliane Osmont (Engmar). Ce qui fait dire à Julien Inigo-Durandeau, responsable technique pour la France, la Belgique et la Hollande chez Esab, que « la situation peut être compliquée pour un acteur mondial lors de la conception d’un produit. Nous ciblons alors le pays dans lequel les VLEP sont les plus restrictives pour notre recherche et développement ».
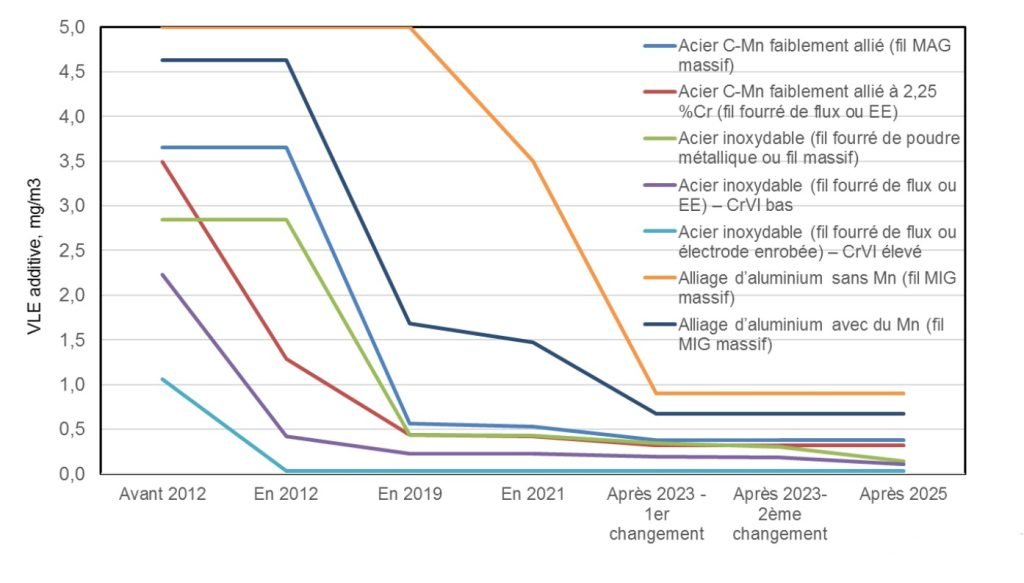
Au-delà des composés seuls, l’évolution à la baisse des VLEP a également une incidence directe sur les analyses des éléments contenus dans les poussières et sur la VLEP additive des fumées de soudage, valeur définie par un calcul mathématique selon la norme NF EN ISO 15011-4 annexe D. La toxicité des fumées de soudage dépend alors surtout des éléments présents et de leur concentration, la composition des fumées produites variant finalement peu en fonction des conditions de soudage.
« Les VLEP additives de différents matériaux [voir Figure page XX] se sont effondrées à partir de 2012 (en raison de la baisse de la VLEP pour le chrome VI), en 2019 (en raison, cette fois, de la baisse de la VLEP pour le manganèse). Les VLEP admissibles pour les métaux d’apport sont devenues bien inférieures à 1 mg/m3 depuis 2021. Aujourd’hui, les VLEP admissibles sont draconiennes et elles vont encore se durcir après 2025, sachant que d’autres sujets et d’éléments tels que les silices, dont la dangerosité pour les soudeurs est en cours d’étude, peuvent encore arriver », constate Alex Gutschmidt.
Se rapprocher au plus près de la source d’émission
Les baisses de VLEP à venir auront un effet plus ou moins marqué sur les solutions de prévention à mettre en place. Dans certains cas, la contrainte réglementaire est déjà si forte que cela ne change rien ; c’est le cas du soudage d’aciers inoxydables avec des consommables générant beaucoup de chrome VI. Dans d’autre cas, la VLEP pourra être divisée par un facteur 10, ce qui se traduit donc par la mise en place de moyens de prévention supplémentaires.
Parmi les solutions disponibles, les soudeurs peuvent compter sur les EPI (équipements de protection individuelles ; voir le dossier de Soudage et Techniques connexes n°455), tels que cagoules ventilées et masques à induction d’air. Mais il existe d’autres solutions, à savoir des moyens de protection collective. « Au niveau des Carsat et de l’INRS [Institut national de recherche et de sécurité, NDR], les EPI respiratoires sont à utiliser en dernier ressort. Non pas qu’ils ne sont pas efficaces, loin de là, mais on essaie d’abord de résoudre le problème à la source, c’est-à-dire d’émettre le moins possible de polluants », explique Fabrice Scandella.
Ce que toutes les personnes interrogées confirment : « Lorsque l’on veut mettre en place des mesures de protection dans un atelier, il faut commencer par identifier les dangers potentiels auxquels sont soumis toutes les personnes susceptibles de trouver dans l’atelier. En s’attaquant à la source d’émission, on évite que les fumées de soudage se mélangent à l’air ambiant, et il est alors possible d’aspirer la totalité des fumées de soudage », précise Juliane Osmont (Engmar).

Si l’on part de la source d’émission, à savoir l’arc électrique, les industriels disposent de différents types d’équipements assurant une protection collective vis-à-vis des fumées de soudage. Il y a d’abord la torche aspirante. « Comme elle est utilisée au plus près de la source, la torche aspirante est la première et meilleure solution à considérer. Mais il peut arriver qu’une torche aspirante ne soit pas souhaitée ou alors qu’elle ne soit pas adaptée à l’application du client – par exemple, s’il y a plusieurs procédés au même poste de soudage. Dans ces cas, un capteur laminaire haute dépression peut très bien convenir », explique Juliane Osmont.
Un large éventail de protections collectives
L’offre des solutions de protection collective ne s’arrête pas là. A une distance plus grande de la source d’émission, on trouve des tables de soudage pour des pièces de petites tailles et sur des postes fixes, ainsi que des hottes et des cabines aspirantes. Ces deux dernières solutions sont plutôt adaptées au soudage automatisé ou au découpage plasma. « Toutes ces protections peuvent ne pas suffire, d’où l’installation d’une aspiration centralisée qui rejette l’air ambiant à l’extérieur de l’atelier », décrit enfin Fabrice Scandella (Institut de Soudure). La ventilation générale assure ainsi le filtrage final des fumées de soudage résiduelles, celles qui n’ont pas pu être aspirées jusque-là.
Il faut savoir que les Carsat ont établi des recommandations afin de réduire l’exposition des salariés aux fumées de soudage et de découpage. « En plus d’un captage au plus près de la source d’émission des fumées et de leur évacuation à l’extérieur – la filtration est non valable sur les gas miscibles à l’air contenus dans les fumées de soudage, y compris par filtre à charbon actif – , la vitesse de transport en canalisation horizontale (réseau collecteur) doit être comprise entre 12 et 18 m/s pour éviter les dépôts », rappelle Julien Inigo-Durandeau (Esab).
Les Carsat exigent, enfin, des vitesse différentes selon la solution de captage retenue : une vitesse induite au point d’émission supérieure à 0,25 m/s, avec une longueur de fil sortie égale à 20 mm, pour les torches aspirantes ; une vitesse d’air homogène de 0,5 m/s au point d’émission le plus éloigné pour les gabarits aspirants (0,3 m/s pour le soudage TIG) ; un débit devant être calculé et réparti pour assurer une vitesse d’air de 0,5 m/s dans la zone de soudage pour les tables aspirantes ; une vitesse de captage au point d’émission devant toujours être supérieure à 0,5 m/s et un débit d’extraction exigé en haute dépression de 150 à 300 m3/h pour les bras aspirants.
Pour Fabrice Scandella (Institut de Soudure), « il n’existe toutefois pas de solution universelle. Il faut examiner chaque application au cas par cas (typologie des produits à souder, cahiers des charges et codes de construction…) pour déterminer la meilleure combinaison de protections possible pour respecter la réglementation. Dans la plupart des cas, ce sont au moins deux moyens de réduction de l’exposition aux fumées de soudage (torche aspirante en soudage MIG-MAG, gabarit aspirant, cagoules à induction d’air) qui sont mis en œuvre pour assure la protection des soudeurs et de toutes les personnes présentes dans l’atelier, y compris des clients ou des visiteurs ».
Des développements sur les métaux d’apport
Avec une réglementation de plus en plus restrictive, d’aucuns peuvent s’interroger sur la pertinence de la mise en place de moyens de protection collective à l’avenir. « On pourrait penser que plus aucune combinaison de protections vis-à-vis des fumées de soudage ne serait possible lorsque les VLEP vont atteindre des niveaux bien plus bas que ceux actuels. Mais ce n’est pas le cas. Et les industriels peuvent compter sur l’avancement de travaux menés par les fabricants de postes de soudage, de gaz de protection et de métaux d’apport pour réduire les fumées de soudage plus amont encore », évoque Juliane Osmont (Engmar).
Par exemple, en travaillant sur les métaux d’apport et les gaz de protection, il est possible de réduire la concentration des composants oxydants, tels que le dioxyde de carbone (CO2) et le dioxygène (O2), en combinaison avec des paramètres ajustés ou optimisés, et, donc, de réduire de façon significative la quantité de fumées de soudage émise. « Avec le nouveau fil fourré rutile Dual Shield 46M RMn et la nouvelle électrode OK 48.10 RMn, nous sommes capables de réduire la quantité totale de manganèse émise de l’ordre de 50 % par rapport à un fil, ou une électrode, traditionnel. Nous essayons ainsi d’assurer un environnement plus sain pour les soudeurs, tout en conservant la soudabilité – le manganèse sert d’agent désoxydant – et les propriétés mécaniques (dureté et force) apportées par les solutions traditionnelles », explique Julien Inigo-Durandeau (Esab).
Le fabricant a relevé un autre défi avec le fil plein et nu OK AristoRod 12.50, qui se distingue du fil plein cuivré OK Autrod 12.51 par la présence d’un revêtement spécifique sur le fil. « Cette seule différence permet d’améliorer la stabilité de l’arc électrique et de s’affranchir du revêtement de cuivre qui ne contribue qu’à l’aptitude au dévidage (feedability). La teneur en cuivre des fumées de soudage peut être réduite de 0,3 % avec l’OK Autrod 12.51 à 0,1% avec l’OK AristoRod 12.50 », explique Julien Inigo-Durandeau (Esab).

Il est également possible de disposer de postes de soudage plus « propres » en choisissant d’une manière optimale leurs paramètres de façon à ce qu’il y a moins de fumées de soudage émises. « Par exemple, le poste à souder Warrior Edge 500 CX II et le générateur pulsé Aristo Edge 500 R assurent une plus grande stabilité du processus, une réduction des projections, un contrôle précis de la longueur de l’arc électrique et, en ce qui concerne le mode Pulse, un transfert équilibré du métal, une gouttelette par impulsion. Cela permet non seulement un excellent contrôle du bain de soudure, associé à de très bonnes propriétés de soudage, mais aussi une réduction des émissions de fumées dans de nombreuses applications », développe Björn Dahlborg, Robotic Application Specialist Global R&D Equipment chez Esab.
Vers des travaux communs entre tous les acteurs
Pour Helene Rasmuson, Global Technical Product Manager for lower alloy and analloy fil metals chez Esab, « l’obtention d’une réduction significative des fumées de soudage ne doit pas se faire au détriment de la qualité des soudures (problèmes de porosité liés à un manque de gaz de protection, par exemple). C’est un subtil compromis au niveau des paramètres de la torche aspirante par exemple. C’est pour cela que c’est si important de combiner différentes mesures de protection ».
On parle même de substitution de procédés pour privilégier ceux émettant moins de fumées de soudage. « Comme cela touche aux procédés de soudage proprement dits, les fabricants devront être sûrs et certains que les solutions proposées tiennent la route. Un changement est vraiment en train de s’opérer, constate Juliane Osmont (Engmar). Si, jusque-là, la qualité de soudure était la priorité, les fabricants se soucient de plus en plus aussi de la réduction des fumées de soudage. »
De plus en plus d’échanges et de collaborations voient le jour, notamment au niveau de l’European Welding Association (EWA), pour que tous les acteurs (fabricants d’équipements de protection, de postes de soudage et de métaux d’apport) arrivent à travailler ensemble. Maintenant que la prise de conscience est là, les choses devraient avancer. D’aucuns s’attendent d’ailleurs, dans les années à venir, à de nombreuses innovations de la part des différents fabricants de postes de soudage et de métaux d’apport.
Par Cédric Lardière
Pas de fumée de soudage sans produit d’apport
Cela peut paraître étonnant, mais les particules constituant les fumées de soudage proviennent à 95 % du produit d’apport, les 5 % restants étant issus du gaz de protection et de la surface de la pièce à souder. « Cela peut provenir, par exemple, du revêtement – l’automobile utilise beaucoup de tôles électro-zinguées ou galvanisées – ou de l’huile présente sur une plaque métallique. Ou alors si la tôle est rouillée, oxydée », précise Julien Inigo-Durandeau, responsable technique pour la France, la Belgique et la Hollande chez Esab. Comme le soudage est caractérisé par des températures extrêmement élevées – c’est le cas également du découpage – , les fumées de soudage sont constitué essentiellement de tout petites particules solides d’oxydes métalliques, des nanoparticules, qui sont projetées et qui, en refroidissant, vont s’agglomérer. « Il y a également émission de gaz nocifs, mais ce sont les nanoparticules qui posent le plus de problème en soudage », insiste Fabrice Scandella, Fellow Matériaux / Procédés à l’Institut de Soudure chez Institut de Soudure. « Les fumées de soudage sont de toute façon toujours nocives, mais leur degré de nocivité va dépendre des métaux présents : le soudage d’un acier inoxydable va se traduire par la présence de chrome VI, composé cancérogène, dans les fumées », explique Juliane Osmont, responsable export chez Engmar.
Crédits photo :
- 2 InstitutDeSoudure_Figure: Institut de Soudure – Nicolas Floros
- 3 Engmar_Ergoflow420A: Engmar
- 4 ESAB_AristoRod12-5: Esab
- 1 ESAB_WarriorEdgeRobustFeedEdge_MIGWelding: Esab



{kind=link}